Walter (瓦尔特) 整体硬质合金铣刀尤其适用于小直径。因为在这种情况下,无法在可转位刀片铣刀上安装足够的齿,以实现高金属去除率和高生产效率。整体硬质合金铣刀占用空间小,还具有更精确的跳动精度和直径精度。
Walter (瓦尔特) 整体硬质合金方肩铣刀能在硬材料加工中为您提供极其出色的性能参数,因为它们是专门为此目的设计的。
Walter (瓦尔特) 弧线铣刀提高了表面质量,
并且由于线距较小,可节省 90% 的加工时间。
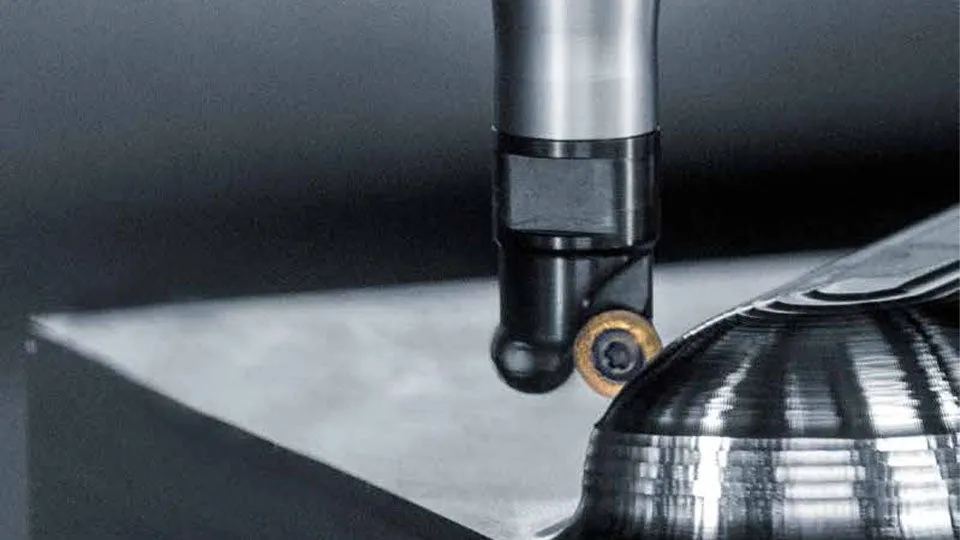
Walter (瓦尔特) 球头仿形铣刀用途多样。它们能够以高度的灵活性
加工要求苛刻的 3D 轮廓。
Walter (瓦尔特) 高进给铣刀生产效率高,
以粗加工时仍能保持低偏移而著称。
Walter (瓦尔特) 可换式刀头 (例如 ConeFit 或 ScrewFit) 实现
简单的即插 & 即用,并缩短刀具更换时间。

在模具行业中,可转位刀片铣刀通常是粗加工和半精加工的首选。只要必须实现高金属去除率,就没有办法忽略它们。对于大直径加工而言,由于整体硬质合金刀具的成本过高,因此可转位刀片铣刀实际上成为了无可替代的唯一选择。即使在只能通过大量抛光来实现公差的情况下也是如此。
Walter (瓦尔特) Xtra·tec® XT 高进给铣刀能通过
结合单位直径内大齿数和最佳刀片材质来提高生产效率。
Walter (瓦尔特) Xtra·tec® XT 圆刀片铣刀具有 8 个可安全使用、
便于定位的切削刃,使经济效益最大化。
Walter (瓦尔特) Tiger·tec® Gold (金虎) 刀片材质是傲视整个市场的标杆产品,
使刀具寿命和金属去除率倍增。
独特的 Walter (瓦尔特) 硬材料加工材质,如 WHH15X
是功率和耐磨性的里程碑。
Walter (瓦尔特) Accure·tec® 减振刀柄针对长悬伸和深型腔
也能保持高效的加工水准。
在模具行业中,钻孔具有至关重要的意义:用于固定,或使冷却和加热材料用的通道发挥作用。对于注塑模具,用于温度控制的通道甚至是钻孔的主要应用。因为只有通过正确调温,塑料的流动特性才能保持不变 - 从而保持其可塑性。
Walter (瓦尔特) 整体硬质合金钻头具有各种常见的柄部型式以及 35 × Dc 以下的标准尺寸,使用起来非常灵活。
整体硬质合金钻头 DC170 Supreme (致强) 通过切削刃后面的最大的硬质合金刃带,在任何材料中都能确保卓越的抗破损能力。
Walter (瓦尔特) 修磨中心最多为整体硬质合金钻头进行三次修磨,
从而降低成本并最大限度地延长刀具寿命。
可转位刀片钻头是针对大直径的首选方案,以及在整体硬质合金钻头
在技术上或成本上不可行的情况下也是最佳选择。
可换刀头钻头对于中等直径,效率可提升 100% (与可转位刀片钻头相比),
因为它们有两个刀刃。
在模具行业中,有两种类型螺纹:连接螺纹,主要用于调温系统 (即冷却液软管等) 以及装配螺纹,用于将工具部件相互连接或与机床连接。装配螺纹必须能承受较大的力,连接螺纹必须能够承受高压,并且不会渗透液体。
优质高速钢切削丝锥具有抗偏移的高度稳定性。格外适用于深孔螺纹、长悬伸和干扰轮廓。
Walter Devibe (瓦尔特“威震”技术) 赋予螺纹加工独特的
减振性能 – 是高要求加工的最佳选择。
挤压丝锥可用于盲孔和通孔加工。
无切屑加工确保最大的工艺可靠性。
挤压丝锥 TC420 / TC430 Supreme (致强) 采用高度耐磨的 HiPIMS 涂层,
使刀具寿命最大化。
螺纹铣刀能以同一把刀具和高工艺可靠性
制造不同的螺纹尺寸 (螺距相同) – 即使是最高 65 HRC 的极硬材料也不在话下。
短刃螺纹铣刀 TC685 Supreme (致强) 既能加工螺纹也能加工底孔 – 由此缩短加工时间。